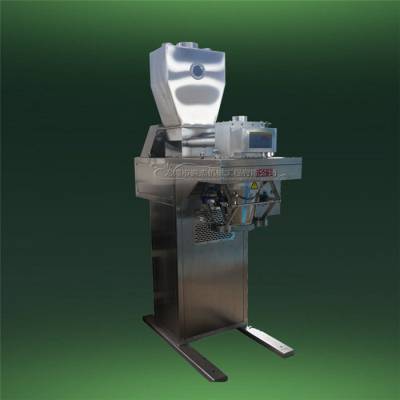
全自动包装机设备组成及工作原理
全自动包装机由自动供袋机构、上袋机构、自动称重定量包装秤、夹袋装置、折边热合缝包机、倒袋机、金属检测机、输送剔除机、重量复检机、喷码机、其它选配设备 、电气仪表控制柜及各种输送机组成。
1.自动称量定量包装秤:
全自动包装机的自动称量定量包装秤使用德国HBM系列传感器、加拿大杰曼仪表,接触物料部分材质为不锈钢,与物料接触部分抛光200目以上。
2.供袋机构 :
全自动包装机的供袋机构采用二位自动切换工作方式,电机驱动,自动包装机生产线,实现供袋和移袋功能。2个水平排列的置袋盘可存储200个空袋(视包装袋厚度而定)。当一垛袋用完,自动包装机生产线多少钱,另一垛包装袋会自动到达取袋位置,自动包装机生产线厂家,确保上袋无停顿。需要添加包装袋时,会自动报警提示,若全部包装袋用完时,包装机会自动停止工作。供袋能力:800bags/h。

如果每袋都超差,自动包装机生产线价格,而且且超差很严重,就要先对大料门、小料门或秤料斗门进行观察,肯定是其中这一个出现异常的现象,该关闭的没有关闭。换句话说,如果定量包装秤启动投料后,大、小料门或秤料斗门中的一个始终处于打开的状态,就会引发超差现象。
经过仔细检查可发现,其对应的料门的电磁阀始终带电,经过分析确认,该现象的发生是由于定量包装秤PLC中的输出继电器因高频率使用造成其内部触点的黏结,导致不能断开。要想解决这一问题,只要更换一路PLC的输出,并且更改其相应的程序。
如果定量包装秤包装过程中,只是偶尔连续几袋出现超差现象,且超差数值不大,说明大料门在关闭的过程中动作不流畅,出现瞬间卡滞的现象。由于成品流速快,瞬间的卡滞会造成大量的成品落入秤料斗中,从而造成超差。
定量包装成大料门在关闭时出现卡滞的原因是因为大料门上附着了大量的粉尘,粉尘结垢后减少了大料门与下料口和大料门与小料门之间的空间,从而造成大料门的动作不流畅。这时候需要用热水将其粉尘结垢清理,问题自然就解决了。
半自动包装机改为全自动需要改进的是能够自动上袋、自动称量、自动折边、而后自动进行封口,全过程无需人工操作,由PLC控制系统控制,根据预先设定的进行包装。并配有自动检测系统,检测是否到位,是否超差以及金属检测装置进行检测。一项机械手自动上袋机,替代人工上袋,上袋更加准确。再加上自动折边机及自动缝口机,这样折边过后就自动完成了缝口。大大节省了人员成本。